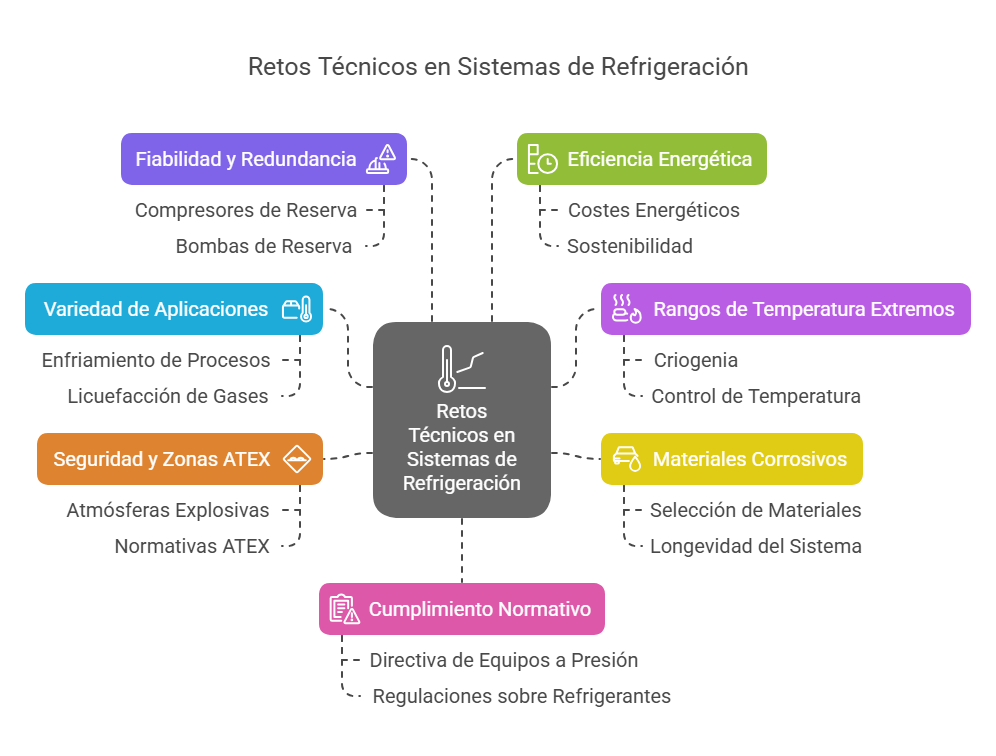
Principales Retos Técnicos
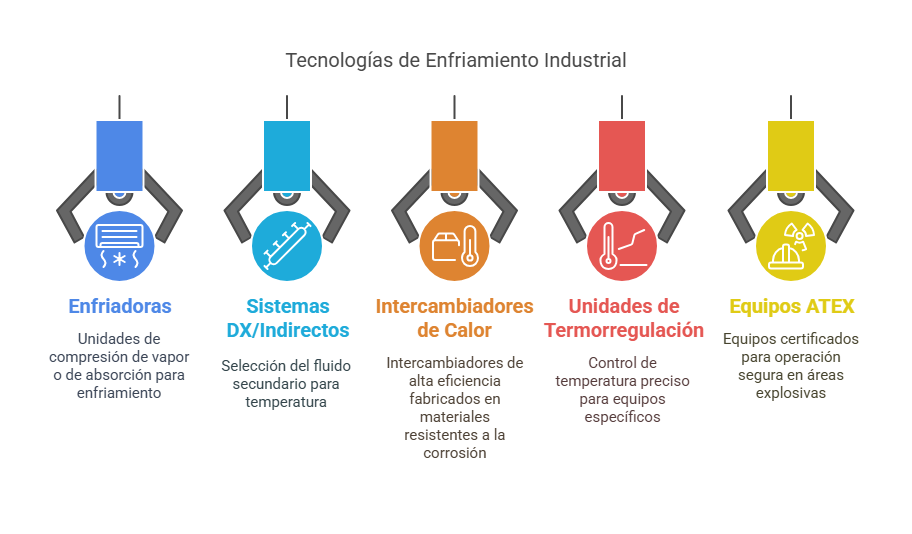
- Variedad de Aplicaciones y Cargas Térmicas: Desde el enfriamiento de procesos batch o continuos, pasando por la licuefacción de gases, hasta el control de temperatura en tanques de almacenamiento y laboratorios. Cada aplicación exige un cálculo preciso de la carga térmica y un diseño específico.
- Rangos de Temperatura Extremos y Precisión: Muchos procesos químicos requieren temperaturas muy bajas (criogenia en algunos casos) o un control de temperatura con tolerancias mínimas para asegurar la calidad y la seguridad.
- Materiales y Fluidos Corrosivos/Agresivos: La selección de materiales para intercambiadores de calor, tuberías y componentes es crítica para evitar la corrosión y asegurar la longevidad del sistema frente a fluidos de proceso agresivos.
- Seguridad y Zonas Clasificadas (ATEX): Una gran cantidad de procesos se desarrollan en atmósferas potencialmente explosivas, lo que exige que los equipos de refrigeración cumplan con normativas estrictas como ATEX para prevenir fuentes de ignición.
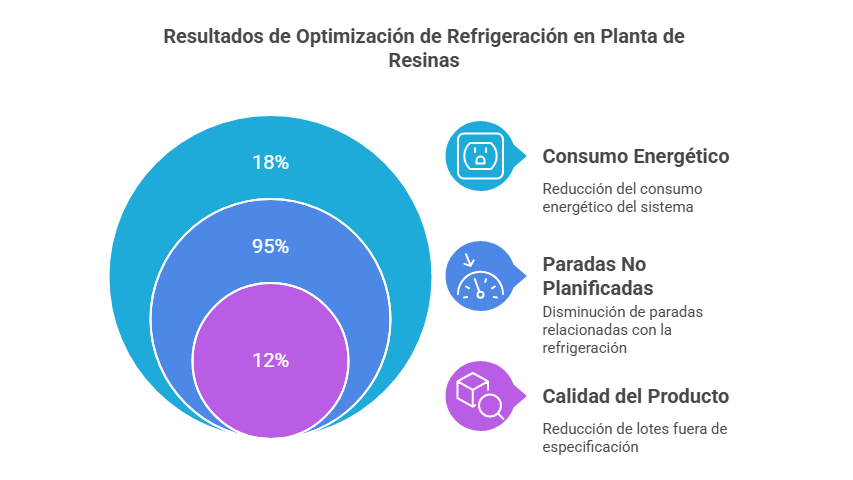
- Fiabilidad y Redundancia: La interrupción de la refrigeración en procesos críticos puede tener consecuencias económicas y de seguridad devastadoras. Por ello, la fiabilidad del sistema y la incorporación de redundancias (ej. compresores o bombas de reserva) son esenciales.
- Eficiencia Energética: Con el aumento de los costes energéticos y la creciente presión por la sostenibilidad, optimizar el consumo de los sistemas de refrigeración es un imperativo. Un sistema ineficiente puede disparar los costes operativos (OPEX).
- Cumplimiento Normativo: Además de ATEX, normativas como la PED (Directiva de Equipos a Presión) y las regulaciones sobre refrigerantes (F-Gas, normativas sobre amoniaco) imponen requisitos de diseño, instalación, mantenimiento e inspección.
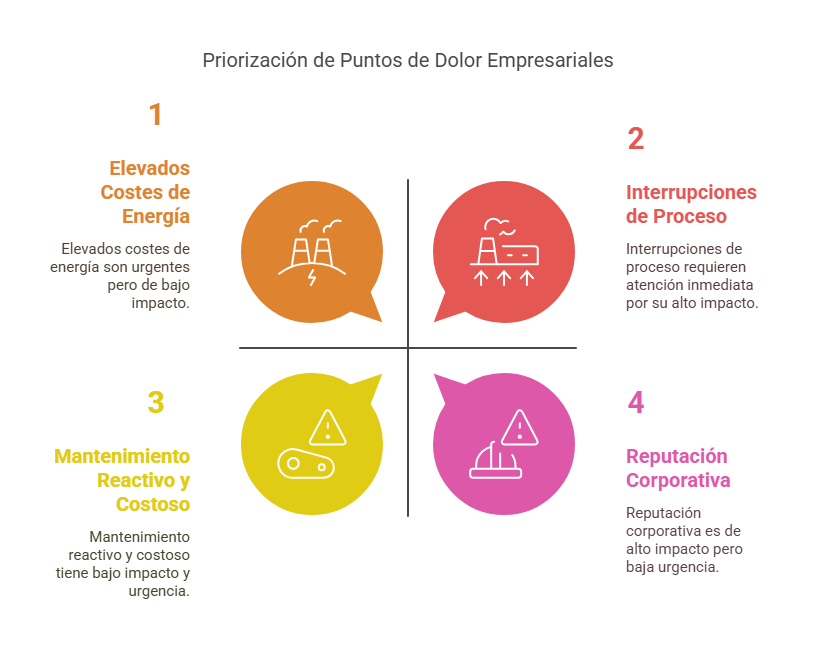
Identificando sus Puntos de Dolor


- Equipos para Zonas ATEX: Suministro e instalación de equipos certificados para operar de forma segura en atmósferas explosivas (motores, ventiladores, instrumentación, cuadros eléctricos antideflagrantes).
- Ingeniería de Detalle y Diseño 3D: Desarrollo de P&IDs, layouts, isométricas y toda la documentación técnica necesaria para una correcta fabricación e instalación.
- Sistemas de Control Avanzado y Monitorización Remota: Implementación de PLCs y sistemas SCADA para un control preciso de la temperatura, la presión y otros parámetros críticos. La monitorización remota permite la detección temprana de anomalías, optimización del rendimiento y mantenimiento predictivo, reduciendo el riesgo de paradas.
- Eficiencia Energética y Recuperación de Calor: Diseñamos sistemas que no solo enfrían eficientemente, sino que también buscan oportunidades para la recuperación del calor residual, que puede ser utilizado en otros puntos del proceso, mejorando la eficiencia global de la planta.